Moulage sous pression
Le processus de moulage sous pression consiste à presser du métal en fusion dans un moule sous haute pression pour former diverses formes complexes de pièces de quincaillerie de porte. Ce processus doit être achevé dans un délai très court pour empêcher le métal de refroidir et de se solidifier. Une fois le métal liquide injecté dans le moule, il doit être refroidi et solidifié. Le processus de refroidissement est généralement terminé en quelques secondes à quelques minutes, selon la taille et la forme de la pièce. Après refroidissement, la pièce sera démoulée et traitée ultérieurement.

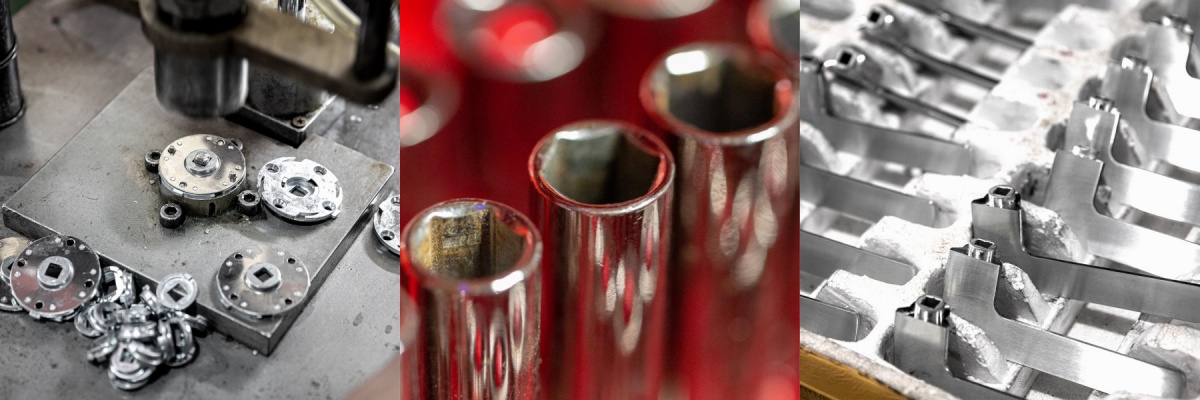
Usinage
Les ébauches et les pièces moulées sous pression retirées nécessitent généralement certaines procédures de post-traitement, telles que l'ébavurage, le traitement de surface, l'usinage (perçage, taraudage), etc. Ces procédures peuvent améliorer la qualité de surface et la précision dimensionnelle des pièces pour répondre aux exigences de conception.
CNC (commande numérique par ordinateur)
Le processus CNC utilise des programmes informatiques pour contrôler le mouvement et le fonctionnement des machines-outils et peut effectuer efficacement et avec précision diverses tâches de découpe, de fraisage, de tournage, de perçage et autres tâches de traitement des pièces de quincaillerie de porte.
Les machines-outils CNC peuvent fonctionner en continu sans intervention humaine, améliorant considérablement l'efficacité de la production. Le temps de traitement des pièces complexes est considérablement réduit et le cycle de production est considérablement réduit.
En changeant de programmes et d'outils, les machines-outils CNC peuvent s'adapter rapidement aux besoins de traitement des différentes pièces. Cette flexibilité rend le processus CNC adapté aux modèles de production en petits lots personnalisés par le client.

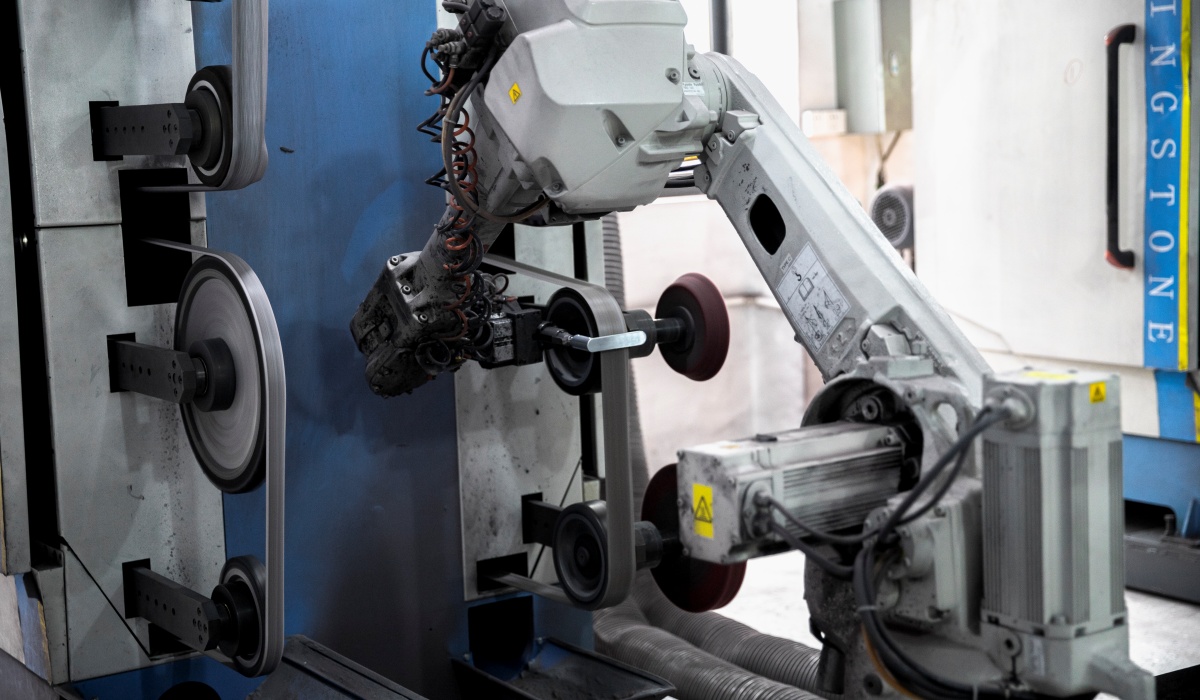
Polissage
Le polissage est toujours important. Nous disposons de notre propre usine de polissage avec une quinzaine de travailleurs expérimentés. Tout d’abord, nous utilisons des bandes abrasives grossières (gros grains abrasifs) pour polir les « éclats » et les « marques de grille ». Deuxièmement, nous utilisons des bandes abrasives fines (petits grains abrasifs) pour polir les formes. Enfin, nous utilisons une roue en coton pour polir la surface brillante. De cette façon, la galvanoplastie n’aura pas de bulles d’air ni d’ondes.

Processus de traitement de Surface: galvanoplastie/peinture en aérosol/anodisation
Une fois les impuretés présentes à la surface du produit matériel traitées, il est temps d'ajouter de la couleur. Ce processus est appelé « galvanoplastie » et le produit qui a subi ce processus est appelé pièces électrolytiques.
Assemblée
Combinaison de poignée et de base : combinez la partie poignée et la base avec des vis ou des boucles, et assurez-vous que la connexion entre chaque partie est ferme et non lâche.
Test fonctionnel : après l'assemblage, effectuez un test fonctionnel sur la poignée de porte pour vous assurer que la rotation, l'interrupteur et les autres opérations sont fluides et qu'il n'y a pas de blocage.
